









|
location
|
improvement summary
|
previous process
|
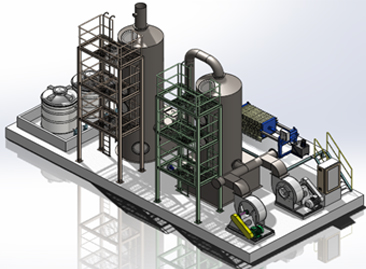
case image
|
process after improvement
|
|---|---|---|---|---|
|
Jumunjin Agro-Industrial Complex, Gangneung (670 m³/min)
|
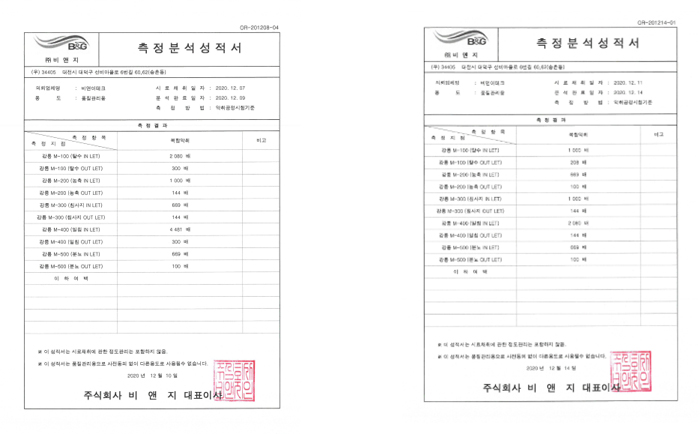
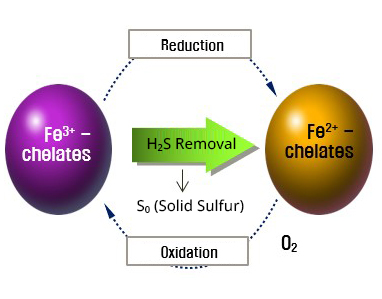
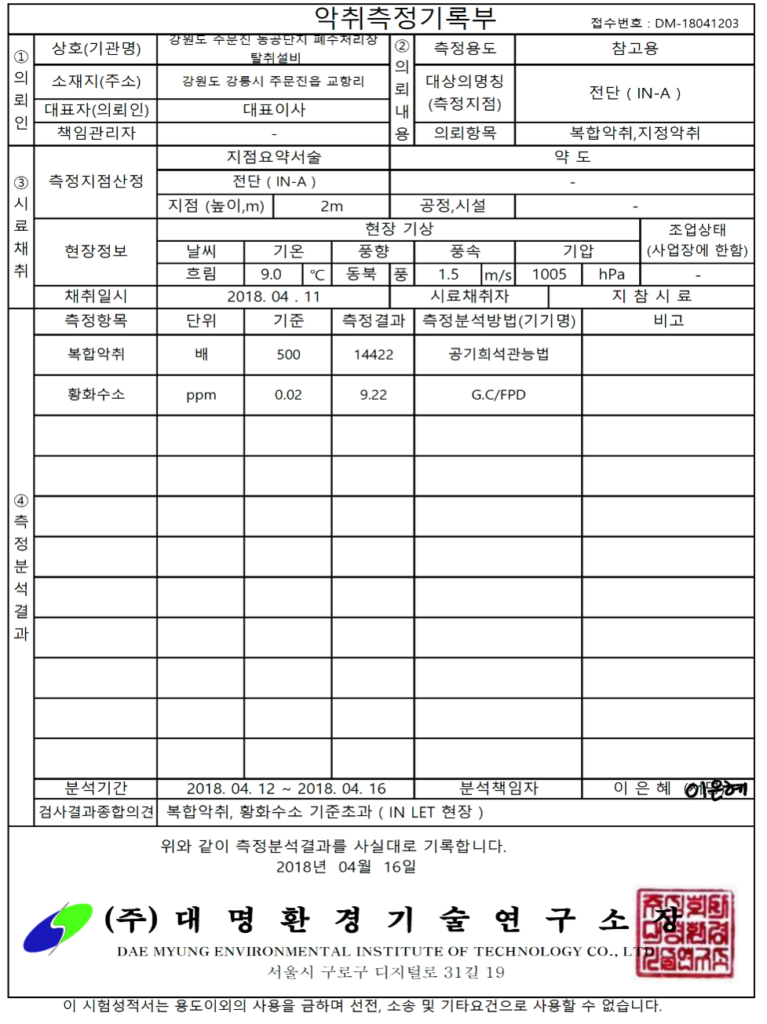
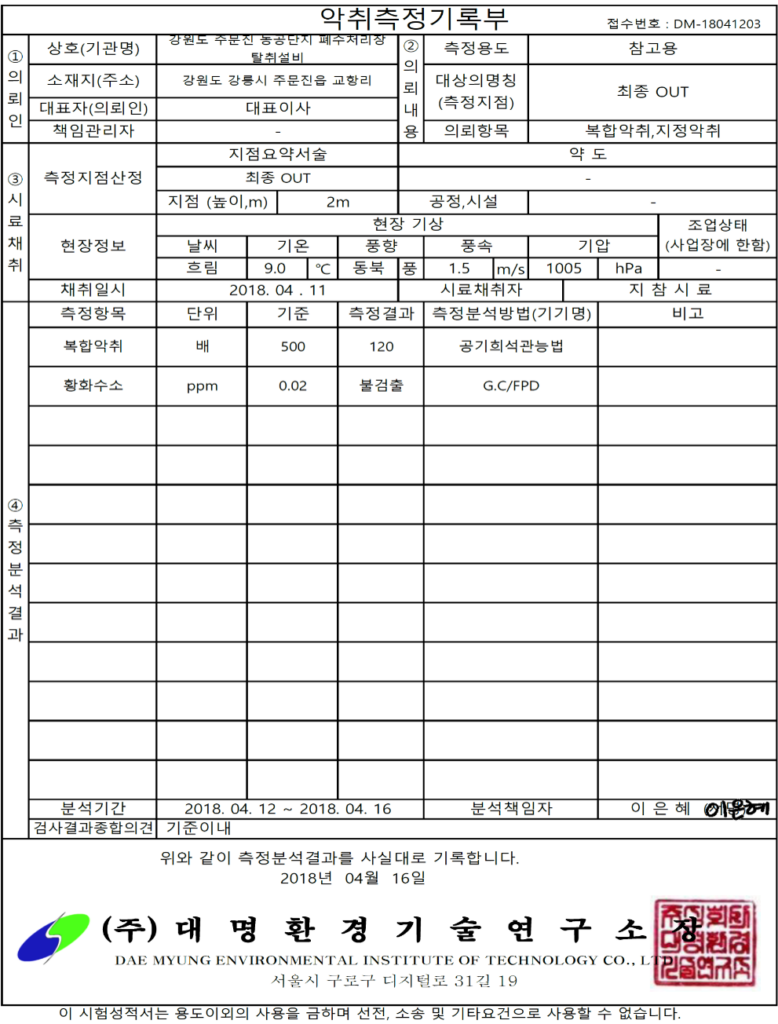
The existing system using sodium hydroxide and sodium hypochlorite solutions failed to adequately treat high-concentration odorous compounds, resulting in exceedance of the required performance criteria. After applying our proprietary process, the facility now fully meets the applicable performance standards.
|
Sodium hydroxide ↓ Sodium hypochlorite
|

|
Water wash → Iron chelate solution → Sodium hydroxide → Sodium hypochlorite
|
|
location
|
improvement summary
|
previous process
|
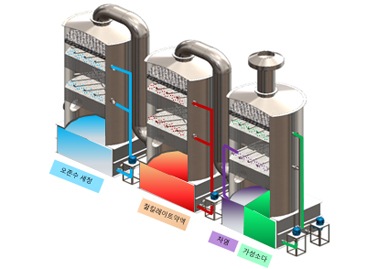
case image
|
process after improvement
|
|---|---|---|---|---|
|
Leachate and food waste liquor pretreatment facility, Jeju Environmental Facilities Management Office (200 m³/min)
|
The existing process using sodium hypochlorite and a biofilter failed to adequately treat high-concentration odorous compounds, resulting in exceedance of the required performance criteria. After applying our proprietary process, the facility now fully meets the applicable performance standards.
|
Sodium hypochlorite ↓ Biofilter
|

|
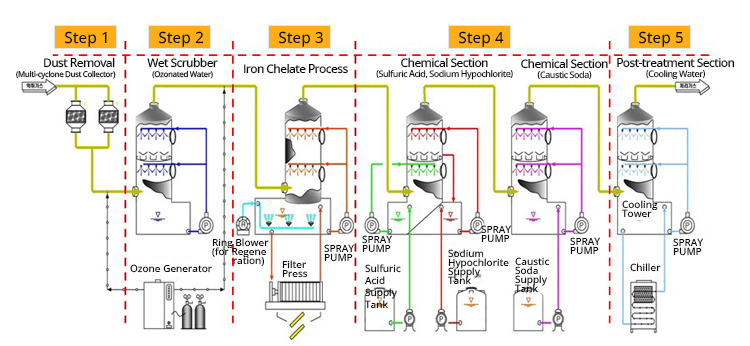
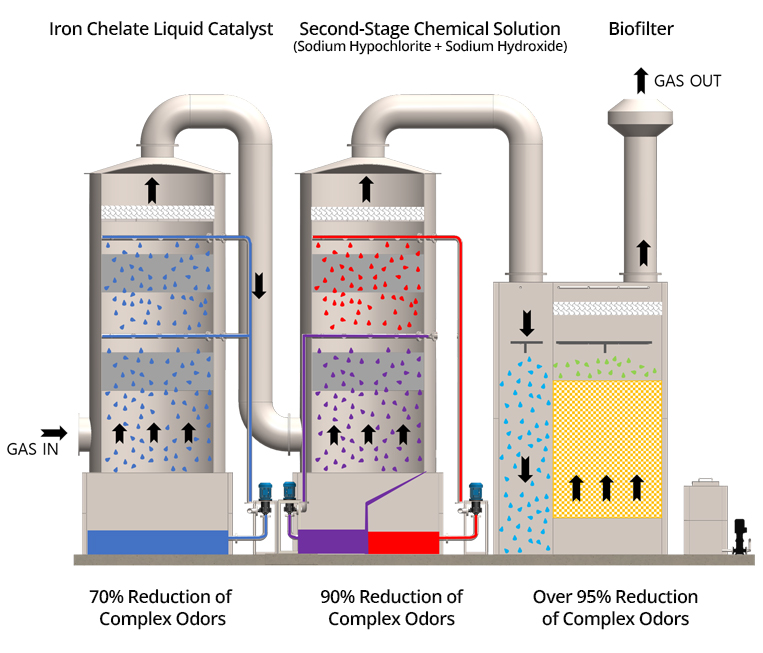
Sulfuric acid → Iron chelate solution → Ozonated water → Sodium hypochlorite → Sodium hydroxide
|
|
location
|
improvement summary
|
previous process
|
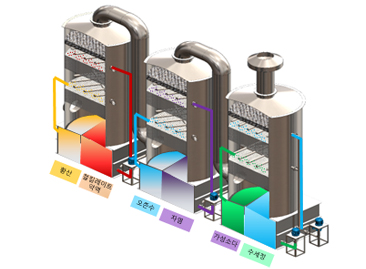
case image
|
process after improvement
|
|---|---|---|---|---|
|
50MW landfill gas power plant at capital area landfill site
|
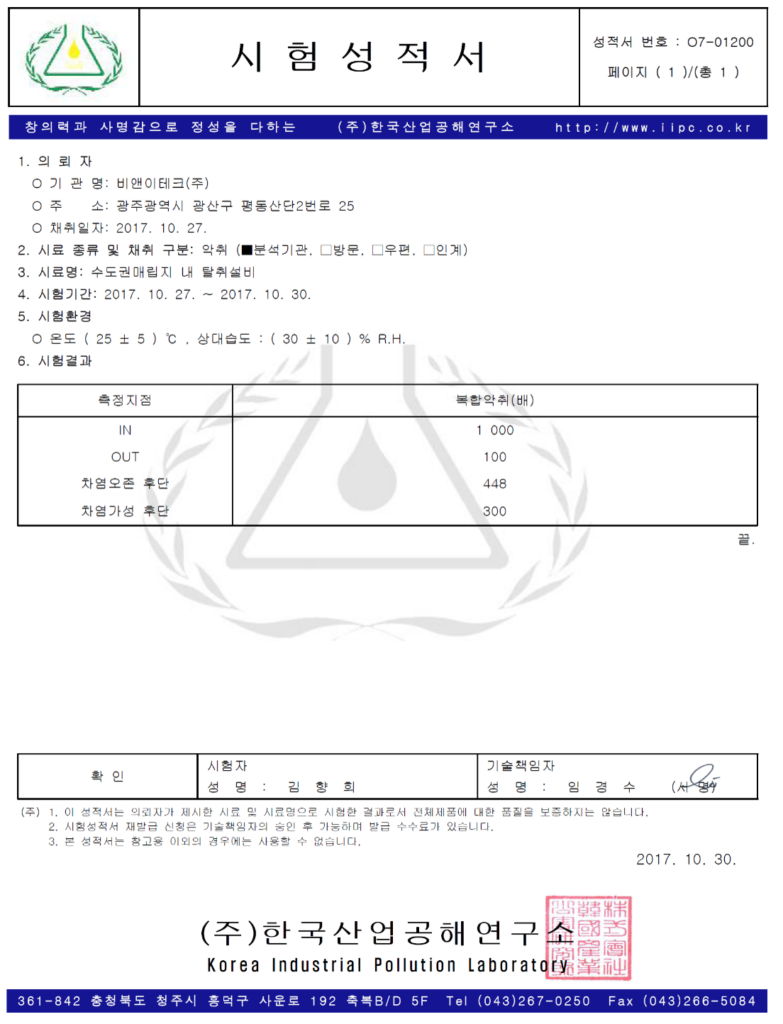
The existing system using sodium hydroxide and sodium hypochlorite solutions failed to adequately treat high-concentration odorous compounds, resulting in exceedance of the required performance criteria. After applying our proprietary process, the facility now fully meets the applicable performance standards.
|
Sodium hydroxide ↓ Sodium hypochlorite
|

|
water wash → iron chelate solution → sodium hydroxide → sodium hypochlorite
|
|
location
|
previous process
|
improvement summary
|
previous process
|
case image
|
process after improvement
|
|---|---|---|---|---|---|
|
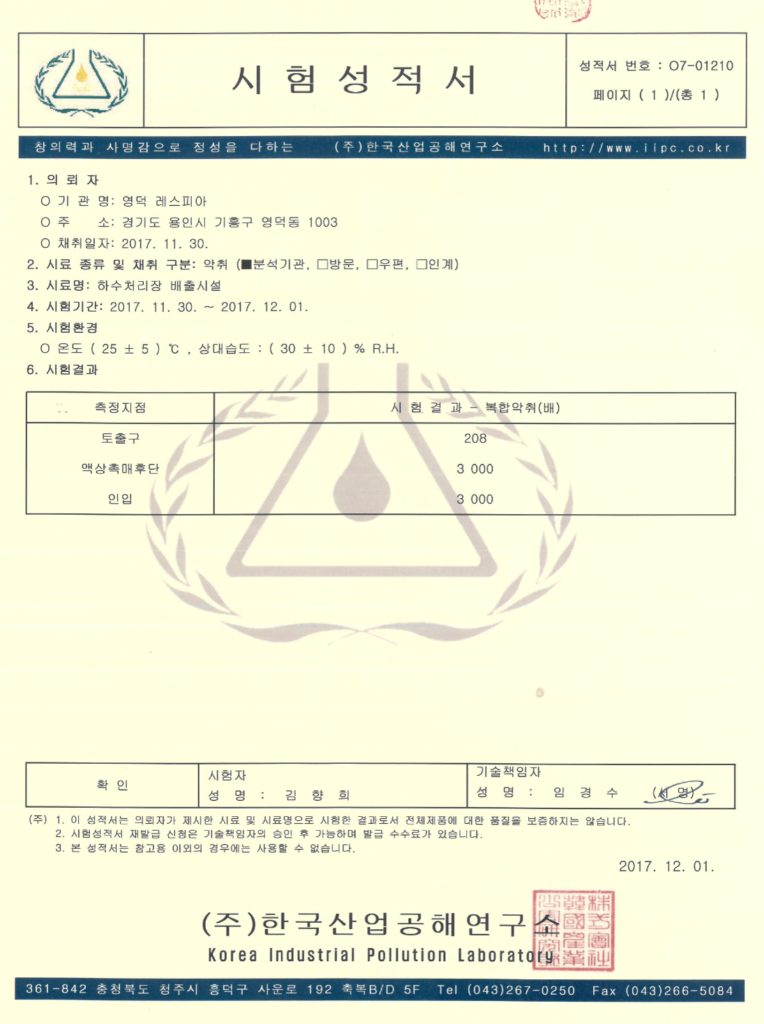
Yeongdeok Respia Sewage Treatment Plant, Yongin
(300m³/min)
|
new installation
|
Following a technical review of alternative processes, our proprietary process was selected and is currently operating with emissions maintained below the required performance standards.
|
Sodium hydroxide → Sodium hypochlorite
|

|
water wash → iron chelate solution → sodium hydroxide → sodium hypochlorite
|
|
location
|
improvement summary
|
previous process
|
case image
|
process after improvement
|
|---|---|---|---|---|
|
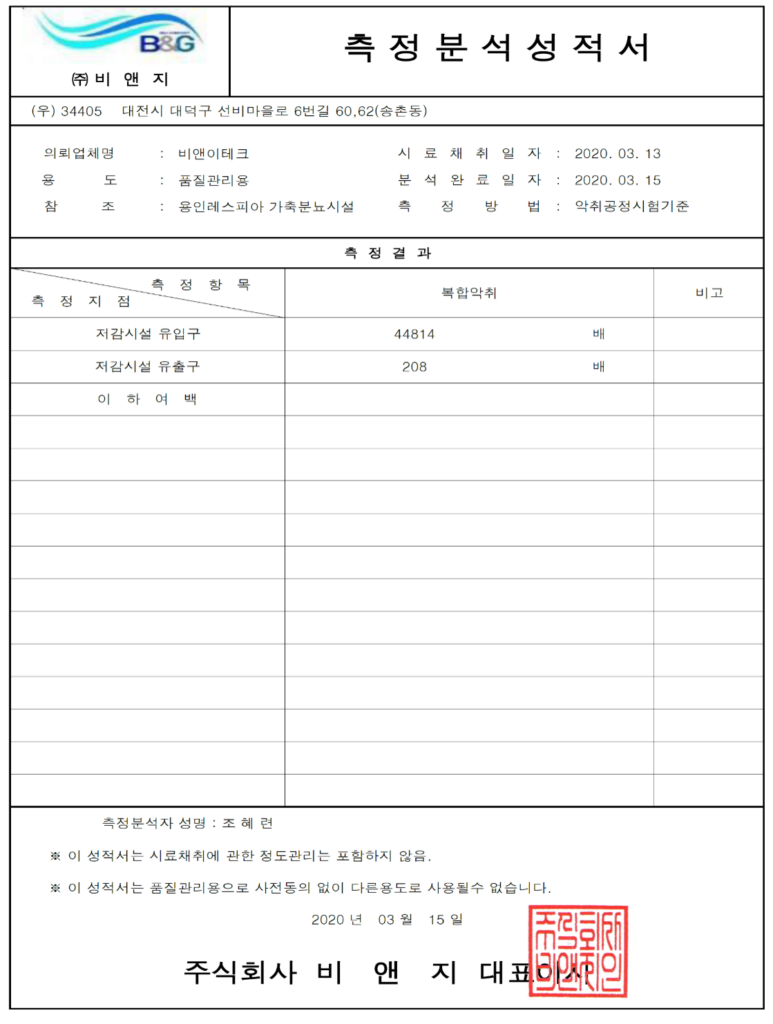
Respia Sewage Treatment Plant, Yongin
(500m³/min)
|
The existing process using sodium hypochlorite and sodium hydroxide solutions failed to adequately treat high-concentration odorous compounds, resulting in exceedance of the required performance criteria. After applying our proprietary process, the facility now fully meets the applicable performance standards.
|
Sodium hydroxide → Sodium hypochlorite
|

|
water wash → iron chelate solution → sodium hydroxide → sodium hypochlorite
|
|
location
|
improvement summary
|
previous process
|
case image
|
process after improvement
|
|---|---|---|---|---|
|
Gangneung wastewater treatment plant
(100, 200, 350, 650 m³/min)
|
The existing system treated odors by routing aeration air from the biological reactor to a biofilter, but it failed to adequately remove high-concentration odorous compounds, resulting in exceedance of the required performance criteria. After applying our proprietary process, the facility now fully meets the applicable performance standards.
|
Aeration air from biological reactor, biofilter
|

|
ron chelate solution → sodium hydroxide → sodium hypochlorite
|